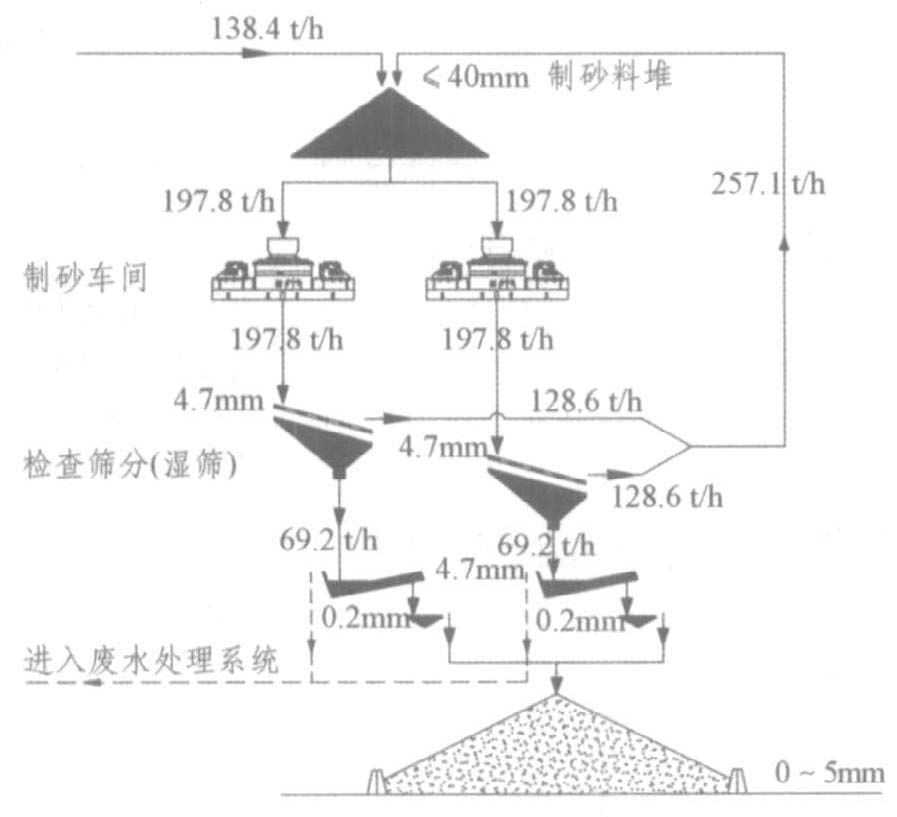
大渡河沙湾水电站枢纽工程位于四川省乐山市沙湾区葫芦镇。该电站砂石加工系统为通过破碎平衡天然毛料比例级配生产混凝土骨料系统。系统设计成品砂总成品生 产能力为294. 5 t /h, 其中补充人工砂生产能力为: 104. 1 t/h。考虑损耗, 人工砂设计生产能力为138. 4 t /h, 采用湿法生产。设计配备上海巍立s-10立轴冲击式破碎机2台(配备石打铁的转子, 下同) , yk2460振动筛2台, fc15洗砂机2 台, zkr1022脱水筛2 台。原工艺流程见图1。
加工毛料为河滩天然料, 岩性主要为变质岩。系统制砂车间设计进料为高抗压强度的卵石破碎料(其抗压强度见表1)。
2 原制砂工艺流程
| 试件编号 | 密度/ g# cm- 3 |
破坏荷载/kn |
试件面积/ cm2 |
抗压强度/mpa |
所占比例/% |
备 注 |
| 1 | 2.62 | 225 | 1.97 | 114 | 19 | 灰色岩石 |
| 2 | 2. 61 | 540 | 2.33 | 232 | 35 | 灰白色岩石 |
| 3 | 2. 63 | 920 | 2.33 | 395 | 36 | 紫红灰色岩石 |
3 原工艺产品试验成果及分析
2006年5 月30 日该系统建设完成后, 对s-10立轴冲击破碎机加工高抗压强度卵石制砂的工艺进行了工况试验, 检测工艺适应性。试验方法: 按中小石比例1:2, 中小石比例1:1, 中小石比例2:1和全中石4种料分别进行试验, 分析s-10制砂机在各种进料比例情况下加工硬岩卵石的处理能力; 骨料的级配比例、成砂率; 砂的细度模数、颗粒级配等指标的差别。分述如下:( 1)处理能力: 对s-10 立轴冲击式破碎机处理能力进行检测, 其成果见表2。
| 编号 | 中石与 小石比例 |
短时生产 率/ t# h- 1 |
电流 /a |
含水率 /% |
| 1 | 1:1 | 231.5 | 600 | / |
| 2 | 1:2 | 228.0 | 580 | / |
| 3 | 2:1 | 198.4 | 570 | / |
| 4 | 全中石 | 157.3 | 570 | 3.7 |
| 5 | 全中石 | 155.8 | 575 | 2.2 |
分析检测成果得知, s-10破碎硬岩处理能力在进料为混合料时波动不明显, 处理量约为:190~ 230 t /h, 与设计处理能力相当( s-10立轴破碎机在线速度为60m / s, 功率2 @ 160 kw, 进料粒径为5~ 25mm时处理能力190~ 220 t/h, 查厂家资料) ; 为全中石时处理量有明显的降低, 约为155~ 180 t /h, 效率降低约20% 。
(2)产品级配比例: 经对各种级配比例进料情况下的产品进行检测, 其统计结果见表3。
| 编号 |
中石与 小石比例 |
级配比例 /% |
粒 径 /mm |
|||
| 40~ 20 |
20~ 5 |
< 5 |
合计 |
|||
| 1 | 1:1 | 级配组成 | 6 | 52.9 | 41.1 | 100 |
| 2 | 1:2 | 级配组成 | 3.1 | 53 | 43.7 | 99.8 |
| 3 | 2:1 | 级配组成 | 4.9 | 52.5 | 42.4 | 99.8 |
| 4 | 全中石 | 级配组成 | 5.5 | 53 | 41.5 | 100 |
分析表3, 进料的级配比例对成品的级配组成没有明显影响, 产品的级配组成相对均衡, 波动较小。其中中石的含量为3. 0% ~ 6. 0% , 小石为52% ~ 53% , 成砂率为41% ~ 43%, 成砂率相对较高。
(3)砂的细度模数和级配比例: 经检测, 砂的细度模数及对砂进行颗粒组成分析得到的成果见表4。结论: s-10立轴冲击破碎机在加工卵石硬岩时, 砂的细度模数在3. 3~ 3. 5之间, 细度模数较大; 颗粒分析结果为2. 5~ 5. 0 mm 粒级的含量超标, 粒径< 0. 16 mm 的石粉含量偏低, 总体属1区砂(粗砂)范围。
| 编号 | 中小石比例 | 分项检测成果 | 筛孔尺寸 /mm |
细度模数 |
|||||||
| 10 | 5 | 2.5 | 1.25 | 0.63 | 0.315 | 0.16 | <0.16 | ||||
| 1 | 1:2 | 累计筛余率% | 0 | 7.79 | 44.63 | 57.58 | 72.74 | 85.16 | 91.16 | 100 | 3.39 |
| 2 | 2:1 | 累计筛余率% | 0 | 7.90 | 48.05 | 60.38 | 76.08 | 86.30 | 91.89 | 100 | 3.51 |
| 3 | 全中石 | 累计筛余率% | 0 | 9.29 | 51.36 | 61.65 | 76.08 | 85.60 | 90.12 | 99.99 | 3.52 |
| 4 | 1 区砂 |
累计筛余率% |
0 | 10-0 | 35-5 | 65-35 | 85-71 | 95-80 | 100-90 | 100 | / |
4 筛洗后的成砂率及粒度特性
立轴冲击式破碎机破碎后的产品进入筛分车间筛洗, 砂料再经脱水筛分车间脱水(筛网尺寸为0. 2mm - 10mm )得到成品。经检测, 在减小筛网尺寸的情况下(筛网尺寸为4. 5 mm - 15 mm, 减小了0. 5mm)。成品砂2. 5~ 10. 0mm粒径含量有所降低, 接近1 区砂标准含量的上限35% , 但总体含量还是偏高; 湿法分级的洗砂机溢流和脱水筛脱水过程造成大量的石粉流失, < 0. 16 mm 粒径的石粉含量检测为5.0% 左右, 总体含量减少约5%, 远小于标准要求; 细颗粒在脱水等环节流失, 导致成品砂产量大幅度减小, 约从80 t /h 降低至60 t /h, 降低约为25%。筛洗后的检测结果见表5。
| 产量 / t# h- 1 |
分项检测成果 | 筛孔尺寸 /mm |
细度模数 |
|||||||
| 10 | 5 | 2.5 | 1.25 | 0.63 | 0.315 | 0.16 | <0.16 | |||
| 57.2 | 累计筛余率% | 0 | 4.50 | 30.70 | 12.20 | 22.10 | 17.40 | 7.90 | 5.40 | 3.26 |

5 工艺流程分析及改进
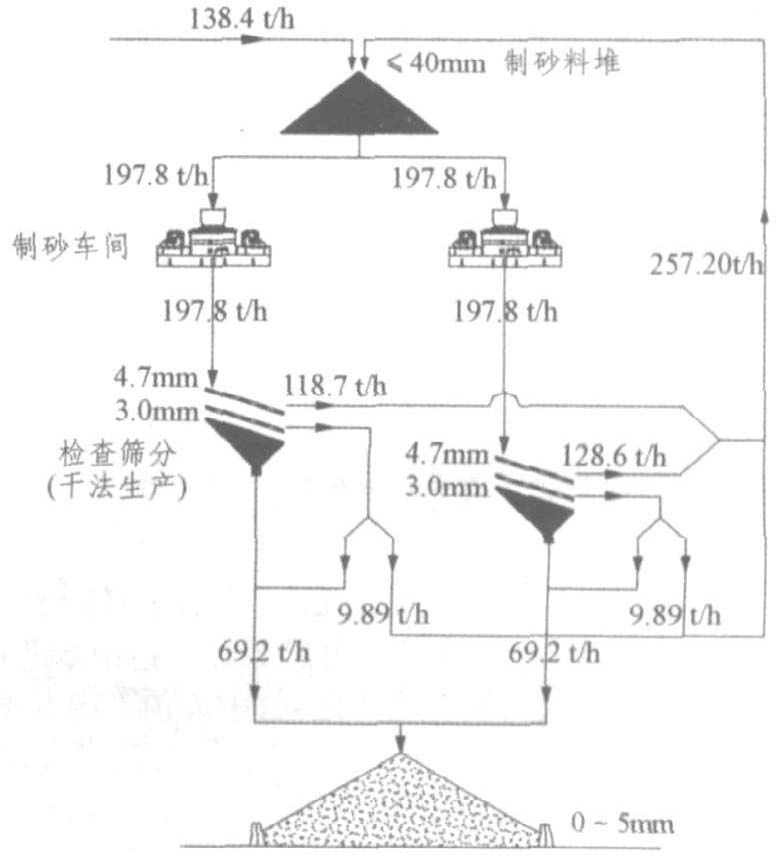
采用s-10立轴冲击式破碎机破碎高抗压强度卵石(抗压强度为114~ 395mpa)的湿法制砂工艺其成砂率较高, 成品砂的石粉含量偏低, 细度模数高(基本属标准的1 区砂, 即粗砂) , 砂的颗粒组成中2. 5 ~ 5. 0 mm 粒级含量超标, 石粉含量偏低。为调整砂的细度模数达到水电行业规范要求的细度模数( 2. 4~ 2. 8) , 需将部分2. 5~ 5. 0 mm粒级的砂料循环破碎, 并回收砂的全部石粉。如采用湿法生产, 在洗砂机溢流和脱水筛脱水环节造成大量的石粉流失, 需要增加效果比较好的石粉回收工艺。为此, 将系统的制砂工艺改为干法生产, 并将检查筛分车间调整为2 层筛, 增加3mm级筛网。调整后的工艺见图2。
改进工艺后的检查筛分车间为全封闭生产, 采用反吹式风机和袋式收尘器对车间进行除尘, 袋式收尘器回收石粉在胶带上均匀掺入成品砂中。制砂车间工艺改进后对成品砂的生产能力、细度模数和级配组成进行了检测, 检测统计结果见表6。
| 编号 | 总制砂产量 / t# h- 1 |
分项检测成果 | 筛孔尺寸 /mm |
细度模数 |
|||||||
| 10 | 5 | 2.5 | 1.25 | 0.63 | 0.315 | 0.16 | <0.16 | ||||
| 1 | 118. 60 | 累计筛余率% | 0 | 7.5 | 27.2 | 43.1 | 63.8 | 78.2 | 85.9 | 100 | 2.82 |
| 2 | 102.33 | 累计筛余率% |
0 | 8.0 | 26.2 | 43.1 | 61.4 | 76.8 | 85.8 | 100 | 2.75 |
| 3 | 134.24 | 累计筛余率% | 0 | 4.1 | 24.4 | 41.9 | 61.2 | 74.4 | 86.5 | 100 | 2.79 |
| 4 | 中砂 | 累计筛余率% | 0 | 10-0 | 25-0 | 50-10 | 70-41 | 92-70 | 100-90 | 100 | / |
通过对表6的检测结果进行分析, 调整工艺后的细度模数在规范规定的上限, 级配组成属ⅱ区砂(中砂) , 石粉含量略偏少(沙湾电站砂石系统制砂工艺设计为人工砂与天然砂混合组成成品砂, 检测混合后的成品砂质量符合规范要求)。
6 总结及建议
采用s系列立轴冲击式破碎机破碎高抗压强度卵石(抗压强度114~ 395mpa)的工艺制人工砂, 其成砂率高, 细度模数高(基本属标准的1 区砂即粗砂), 石粉含量偏低, 处理量在进料为全中石时有明显的降低。为此, 在工艺设计时应充分考虑以下几点因素:
(1)在进料粒径\ 20 mm 含量较高时, 设备应选配功率较大的电机, 以保障设备处理能力达到设计要求。
(2)制成砂基本属标准的1区砂, 即粗砂, 颗粒组成中2. 5~ 5. 0 mm 粒级含量较高。为调整砂的细度模数, 分级车间宜增设3 mm 粒级的筛网, 通过该级筛网将部分2. 5~ 10. 0 mm 粒级的砂返回循环破碎。如不设3 mm 粒级的筛网, 则应采取增加高速立轴破碎段等措施。
(3)制成砂的石粉含量较低(表3 ~ 5), 部分石粉含量指标达不到规范要求6% ~ 18% (常态混凝土)的要求, 石粉含量需要全回收。为此, 工艺设计宜采用干法生产, 尽量避免湿法生产在洗砂机溢流和脱水筛脱水过程中的石粉流失。如采用湿法生产, 在制砂车间工艺设计时宜增加石粉回收设备或采用沉淀池沉淀回收石粉的工艺。
(4)在采用立轴冲击式破碎机破碎高抗压强度卵石制砂工艺设计中宜采用半开路生产, 破碎后的小石不再返回破碎机循环破碎制砂, 可以减小因大量粒形较好的小石循环破碎而降低破碎机成砂率的影响。
(5)试验得到s 系列立轴冲击式破碎机破碎高抗压强度卵石的产品颗粒级配组成(表7) , 供参考。
表7 颗粒级配组成试验成果表
| 级配比例 /% |
粒 径 /mm |
|||
| 40~ 20 | 20~ 5 | < 5 | 合计 | |
| 级配组成 | 5 | 52.9 | 42.1 | 100 |
备注: 表7 为s系列立轴冲击式破碎机破碎高抗压强度卵石(抗压强度114 ~ 395m pa)时的检测成果, 取值为实测的平均值。
(6) s系列立轴冲击式破碎机破碎高抗压强度卵石时其抛料头和反击板等易损件有效使用时间相对较短, 抛料头更换维修期平均为29 ~ 33 h, 反击板更换维修期平均为45~ 50 h。如何通过调整合金材质比例, 增加磨损件使用时间有待研究。
转载请注明出处,上海巍立路桥设备有限公司http://www.shwlm.com/news/hy/664.html