大尺寸高精度贴合机生产动作流程简介
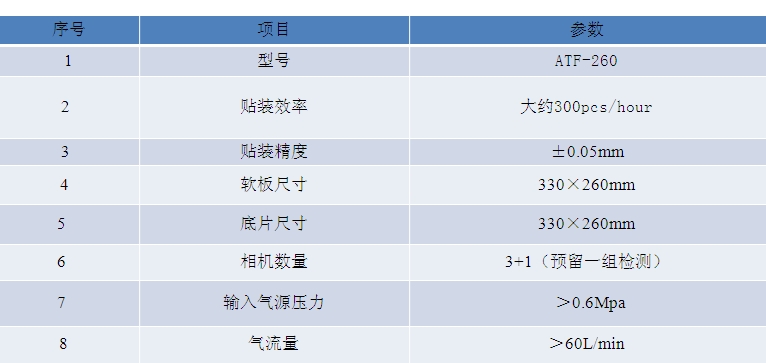
1.下平台退出,人工把FPC上
2.人工把软板产品固定到工作台,上下工作台真空都打开,软板就会被牢固平整的吸附在平台上;
3.人工讲底片放置在上平台上,并按开始按钮;
4.上下工作台都有一个气缸(电机)控制的粗定位,下工作台进入贴装范围、上工作台下降,使两个工作台间距缩小到1~2mm;
5.机器视觉侦测上下平台的圆是否重合,并控制X、Y、R补偿、矫正;
6.OK后Z轴下降压合底片和软板,使之重分粘合;
7.Z轴上升、下平台退出;
8.操作员取走成品进行下一个循环。

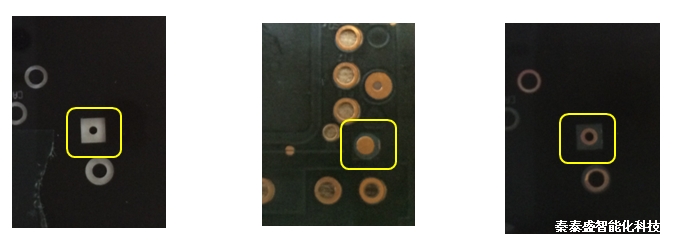
大尺寸高精度贴合机视觉对位原理说明:
在机械粗定位1.5mm后,利用上CCD抓取底片上的小圆及FPC上的大圆的圆心,过程控制X、Y、U三轴补偿,达到两个圆心重合,然后Z轴慢慢下降,CCD不断拍照控制电机矫正。最后压合。
大尺寸高精度贴合机上部平台结构说明:
1).上平台结构为大吸盘、Z轴粗定位、Z轴高精定位、U轴(角度),3组单筒CCD+显微镜(设计预留一组检查)
2).吸盘为整片精密平面处理做出的吸头,保证底片吸附后不会变形;
3.)Z轴驱动吸盘无线接近下平台,间距软件可调;
4).机器视觉侦测上下物料圆心是否重合;
5).U轴为私服马达驱动,小轮带动大轮的皮带结构,保证角度的偏差很小;
6).当视觉发现两个圆心重合后,就压下贴合,上平台设有弹簧进行缓冲;
7).粗定位通过马达或气缸控制。
下部平台结构说明:
-吸盘为整片精密平面处理做出来的吸头,确保被吸附的软板不会变形;
-气缸控制下平台进出并实现粗定位;
-X、Y通过高精度电机和精密小导程丝杆控制;
保证精度的措施:
-上下附平台必须特殊加工,保证平面度;
-使用全死循环视觉侦测,视觉不是只拍摄一次,而是不断拍摄修正。就是高度每降一点,就侦测X、Y offset,角度偏移,然后调整,然后再降一点,再修--正,直到完全贴合;
-U轴为伺服马达驱动的,小轮带动很大轮的皮带结构,保证角度的偏差很小,皮带轮为无间隙皮带带动机构;
-X、Y、Z丝杆为导程很小精密专用丝杆导轨,例如导程1mm等;
-上下吸嘴平面必须精密调节到平行状态。