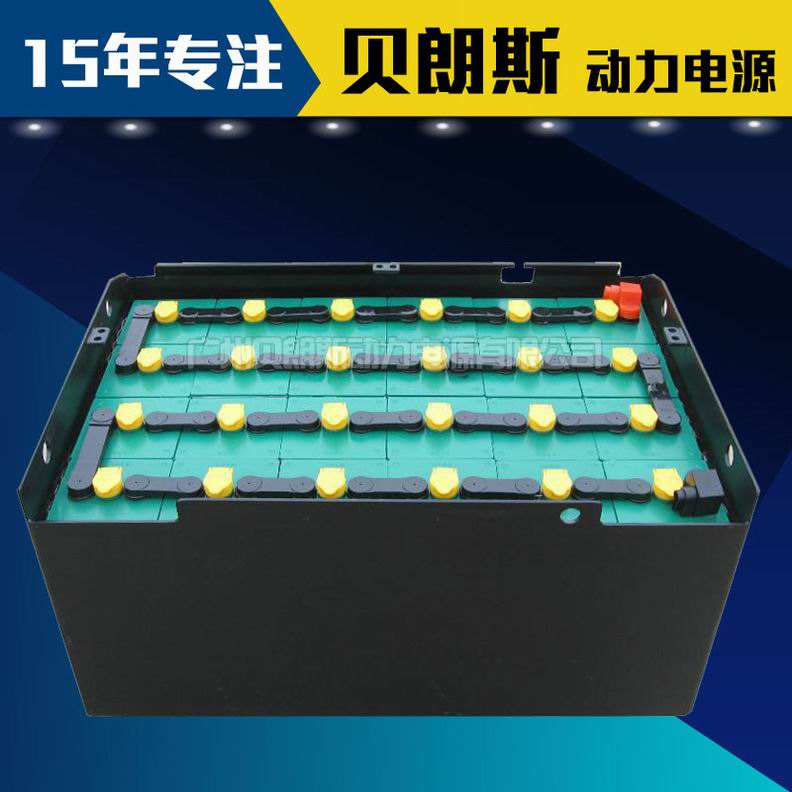
广州贝朗斯专业电动叉车电瓶的研究、开发,可全系列提供各种进口电动叉车蓄电池,以下分析下电动叉车电池的装配与生产工艺:
一、锉光极板的挂耳,将使用时间相同及外形相同的极板集中一起装成极板组,不得将新旧极板混合装用。
二、将极板整齐地安放在焊架的槽口内,并按照盖子上的位置对正桩头,然后用电铬铁分别将极板焊接在桩头上,并将残存的铅存的铅屑清除。
三、将正、负极板组交错装合,轻轻分开极板,将隔板一一插入。装置顺序由中间开始向两边,隔板有棱槽的一面应该朝向正极板。
四、调整隔板与极板,使其端面及四周平整对齐,然后将极板组装入电动叉车蓄电池槽内。若太紧不易插入时,可在特别的夹钳中压紧。若太松可在极板组与电池槽壁间塞装隔板挤装。若极板组高度不够,应该极板上衬以木垫片,避免极板下下松动。
五、装上槽盖, 沿盖四周嵌入石棉绳一圈,用加热到190-200度的封胶注于槽与盖之间,直至与盖的上下平面平齐时为止。然后用喷灯或烙铁加热并用铲刀修平。
六、装上连接板,并铸上桩头,在桩头上分别做出(+)、(-)记号,并在正极上加涂红油漆,以便识别。
七、用万用表检查是否有短路后,注入电解液并准备进行充电。
铅酸蓄电池生产工艺详细介绍
按我国有关标准规定主要蓄电池系列产品有:
起动型蓄电池:主要用于汽车、拖拉机、柴油机船舶等起动和照明。
固定型蓄电池:主要用于通讯、发电厂、计算机系统作为保护、自动控制的备用电源。
牵引型蓄电池:主要用于各种蓄电池车、叉车、铲车等动力电源。
铁路用蓄电池:主要用于铁路内燃机车、电力机车、客车起动、照明之动力。
摩托车蓄电池:主要用于各种规格摩托车起动和照明。
煤矿用蓄电池:主要用于电力机车牵引动力电源。
储能用蓄电池:主要用于风力、水力发电电能储存。
按蓄电池极板结构分类:有形成式、涂膏式和管式蓄电池。
按蓄电池盖和结构分类:有开口式、排气式、防酸隔爆式和密封阀控式蓄电池。
按蓄电池维护方式分类:有普通式、少维护式、免维护式蓄电池。
铅酸蓄电池工作原理
铅酸蓄电池正极活性物质是二氧化铅,负极活性物质是海绵铅,电解液是稀硫酸溶液, 其放电化学反应为二氧化铅、海绵铅与电解液反应生成硫酸铅和水, pb(负极)+pbo2(正极)+2h2so4====2pbso4+2h2o(放电反应)其充电化学反应为硫酸铅和水转化为二氧化铅、海绵铅与稀硫酸。 2pbso4+2h2o====pb(负极)+pbo2(正极)+2h2so4 (充电反应)铅酸蓄电池单格额定电压为2.0v,一般串联为6v、12v 用于汽车、摩托车启动照明使用,单替电池一般串联为48v、96v、110或220v用于不同场合。电池内正、负极板间采用电阻极低、杂质少成分稳定离子 能通过的橡胶、pvc、pe或agm隔板。
铅酸蓄电池工艺流程及主要设备
铅粉制造、板栅铸造、极板制造、极板化成、装配电池
铅粉制造设备:铸粒机或切段机、铅粉机及运输储存系统;
板栅铸造设备:熔铅炉、铸板机及各种模具;
极板制造设备:和膏机、涂片机、表面干燥、固化干燥系统等;
极板化成设备:充放电机;
水冷化成及环保设备;
装配电池设备:汽车蓄电池、摩托车蓄电池、大中小型密封阀控铅酸蓄电池装配线
电池检测设备:各种电池性能检测。
典型铅酸蓄电池工艺过程概述
铅酸蓄电池主要由电池槽、电池盖、正负极板、稀硫酸电解液、隔板及附件构成。工艺制造简述如下:
铅粉制造:将1#电解铅用专用设备铅粉机通过氧化筛选制成符合要求的铅粉。
板栅铸造:将铅锑合金、铅钙合金或其他合金铅通常用重力铸造的方式铸造成符合要求的不同类型各种板板栅。
极板制造:用铅粉和稀硫酸及添加剂混合后涂抹于板栅表面再进行干燥固化即是生极板。
极板化成:正、负极板在直流电的作用下与稀硫酸的通过氧化还原反应生产氧化铅,再通过清洗、干燥即是可用于电池装配所用正负极板。
装配电池:将不同型号不同片数极板根据不同的需要组装成各种不同类型的蓄电池。
注:各单位因工艺条件不同可选择不同的流程。
板栅铸造简介
板栅是活性物质的载体,也是导电的集流体。普通开口蓄电池板栅一般用铅锑合金铸造,免维护蓄电池板栅一般用低锑合金或铅钙合金铸造,而密封阀控铅酸蓄电池板栅一般用铅钙合金铸造。
第一步:根据电池类型确定合金铅型号放入铅炉内加热熔化,达到工艺要求后将铅液铸入金属模具内,冷却后出模经过修整码放。
第二步:修整后的板栅经过一定的时效后即可转入下道工序。
板栅主要控制参数 :板栅质量;板栅厚度;板栅完整程度;板栅几何尺寸等;
铅粉制造简介
铅粉制造有岛津法和巴顿法,其结果均是将1#电解铅加工成符合蓄电池生产工艺要求的铅粉。 铅粉的主要成份是氧化铅和金属铅,铅粉的质量与所制造的质量有非常密切的关系。在我国多用岛津法生产铅粉, 而在欧美多用巴顿法生产铅粉。
岛津法生产铅粉过程简述如下:
第一步:将化验合格的电解铅经过铸造或其他方法加工成一定尺寸的铅球或铅段;
第二步:将铅球或铅段放入铅粉机内,铅球或铅段经过氧化生成氧化铅;
第三步:将铅粉放入指定的容器或储粉仓,经过2-3天时效,化验合格后即可使用。
铅粉主要控制参数 :氧化度;视密度;吸水量;颗粒度等;
极板制造简介
极板是蓄电池的核心部分,其质量直接影响着蓄电池各种性能指标。涂膏式极板生产过程简述如下:
第一步:将化验合格的铅粉、稀硫酸、添加剂用专用设备和制成铅膏;
第二步:将铅膏用涂片机或手工填涂到板栅上;
第三步:将填涂后的极板进行固化、干燥,即得到生极板。
生极板主要控制参数 :铅膏配方;视密度;含酸量;投膏量;厚度;游离铅含量;水份含量等。
装配工艺简介
蓄电池装配对汽车蓄电池和密封阀控铅酸蓄电池有较大的区别,密封阀控铅酸蓄电池要求紧装配一般用agm隔板,而汽车蓄电池一般用pe、pvc或橡胶隔板。装配过程简述如下:
第一步:将化验合格的极板按工艺要求装入焊接工具内;
第二步:铸焊或手工焊接的极群组放入清洁的电池槽;
第三步:汽车蓄电池需经过穿壁焊和热封后即可,而密封阀控铅酸蓄电池若采用abs电池槽需用专用粘合剂粘接。
电池装配主要控制参数:汇流排焊接质量和材料;密封性能、正、负极性等。
化成工艺简介
极板化成和蓄电池化成是蓄电池制造的两种不同方法,可根据具体情况选择。极板化成一般相对较容易控制成本较高且环境污染需专门治理。蓄电池化成质量控制难度较大,一般对所生产的生极板质量要求较高,但成本相对低一些。密封阀控铅酸蓄电池化成简述如下:
第一步:将化验合格的生极板按工艺要求装入电池槽密封;
第二步:将一定浓度的稀硫酸按规定数量灌入电池;
第三步:经放置后按按规大小通直流电,一般化成后需进行放电检查配组后入库准备出厂。
电池化成主要控制参数 :罐酸量;罐酸密度;罐酸温度;充电量和时间等。
使用与维护
铅酸蓄电池以其制造工艺简单、原材料来源丰富、价格适中在二次化学电源中起着的作用,特别是阀控电池的出现又使传统的蓄电池焕发出了勃勃生 机。蓄电池使用寿命与制造有着密切的关系,同时与使用方法也有很大的影响,正确掌握的使用方法对延长蓄电池的寿命大有益处。对于传统开口式蓄电池日常须对 以下几方面注意:
①电解液的数量、密度以及充电程度等方面加以注意,尤其是与其密切相关的充电系统特别关心,若充电量较大则蓄电池失水多,容易造成极板的活性物质脱落,造 成底部短路使电池内部温度较高而缩短寿命,若充电量较小则容易造成电池的亏电,蓄电池在长期亏电的情况下,可导致极板的不可逆硫酸盐化,其表现是充电过程 电压上升较快,很短时间完成,放电时电压下降迅速。
②电解液的纯度,一般采用蓄电池专用电解液或补充液灌注,严禁用普通硫酸和自来水替代。
③日常使用表面保持清洁,排气口畅通。
④放置不用时应先充满电,同时三个月进行一次补充电。
对于密封阀控铅酸蓄电池日常须对以下几方面注意:
①注意充电电压的范围浮充使用时电压一般控制在2.15±0.1v/单格,循环使用时电压一般控制在2.35±0.1v/单格,若说明书有要求时应按说明书操作。
②注意使用环境温度,一般不超过30度为宜。温度变化较大时应加强对电压的调节。
③对于不同厂家的产品不可混用,同一厂家的产品新旧不可混用。
④密封阀控铅酸蓄电池不要自己打开盖子补充电解液和更换安全阀。www.berens-china.com龙工叉车电瓶