|
http://www.oak-bond.com 原料准备工序: 基材厚度精度控制在±0.1mm以内,含水率则在7~12%范围内。 |
|
|
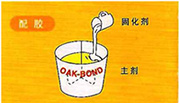
配胶工序: 按主剂:固化剂=100:10重量比称好所需要的量,混合搅拌均匀,每一批配量不要超过1小时的消费量。不要把水加入胶中。
|
|
|
整料工序: 涂胶前,先将木片排好,从中抽出有缺陷的木片。每一套木片上用粉笔做上标记,以便可再现木片排列状态。 |
|
|
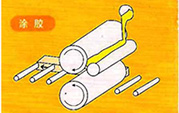
涂胶工序: 标准的涂胶量为280g/m2,夏季要多涂一些,以免干燥。如果干燥了就得不到充分的接合力,因此要尽快涂。
|
|
|
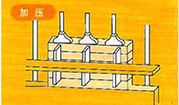
堆积工序: 涂胶之后,一般在20分钟以内将木片排好在压机上,夏季(气温30℃),则在5分钟内堆好。 加压工序: 加压时间、压力,按照树种及木工宝的型号而定。冬季气温低,因此加压时间要长一些。Zui低工作温度为5℃。
|
|
|
加压工序: 加压过程中挤出来的多余粘接剂,卸压后用刮刀消除掉。但此时还未完全固化,因此要避免施加压力。
|
|
|
加工工序: 过一天之后即可进行锯、刨等加工。但这时集成材的粘合强度还未达到标准强度,因此要避阳光直接照射。
|
|
|
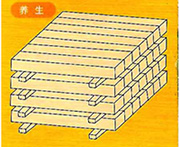
养生工序: 养生温度在20℃以上,养生时间可根据树种调节。
|
|
|
深加工: 半成品可进行纵横裁边、模制、砂光涂布等深加工。 |