
西门子6ES7214-2AS23-0XB8参数详细
在决定控制箱内各种控制组件及线槽位置后,要依照图纸所示尺寸,标定孔位,钻孔后将固定螺丝旋紧到基座牢固为止。在装上电源供应模块前,必须同时注意电源线上的接地端有无与金属机壳连结,若无则须接上。接地不好的话,会导致一系列的问题,静电、浪涌、外干扰,等等。由于不接地,往往PLC也能够工作,因此,不少经验不足的工程师就误以为接地不那么重要了。这就像登山的时候,没有系上保护缆绳一样,虽然你正常前进的时候,保护缆绳没有任何作用,但一旦你失足的时候,没有那根绳子,你的生命就完结了。PLC的接地,就相当于给PLC系上保护缆绳。
在I/O模块安装时,须注意如下事项:I/O模块插入机架上的槽位前,要先确认模块是否为自己所预先设计的模块;I/O模块在插入机架上的导槽时,务必插到底,以确保各接触点是紧密结合的;模块固定螺丝务必锁紧;接线端子排插入后,其上下螺丝必须旋紧。由于现场的变压器、电机等影响,多少会有振动,如果这些螺丝钉松动了,会导致模块从机架中松开。
由于西门子S7-200PLC的模拟量输出模块都需要占占两个输出通道。即使*个模块只有一个输出AQW0,第二个模块的输出地址也应从AQW4开始寻址(AQW2被*个模块占用),依此类推。所以自然不会有输出了。
在S7-200中,单极性模拟量输入/输出信号的数值范围是 0 - 32000;双极性模拟量信号的数值范围是 -32000-+32000。
格式:
输入:AIW[起始字节地址]——如AIW6
输出:AQW[起始字节地址]——如AQW0
每个模拟量输入模块,按模块的先后顺序和输入通道数目,以固定的递增顺序向后排地址。 例如: AIW0、AIW2、AIW4、AIW6、AIW8等。
对于EM231 RTD(热电阻)两通道输入模块,不再占用空的通道,后面的模拟量输入点是紧接着排地址的。温度模拟量输入模块(EM231 TC、EM231 RTD)也按照上述规律寻址,但是所读取的数据是温度测量值的10倍(摄氏或华氏温度)。如520相当于52.0度。
注意:如果没有把握,可以在线检测到模块的起始地址,方法是:STEP 7-Micro/WIN中的菜单“PLC > Information"里在线读到。
关于Siemens S7-200的模拟量模块,有2个大家(尤其是初学者)需要注意的:
1、关于地址,其实S7-200的地址很简单,跟相对位置有关,每个模拟量输入模块,按模块的先后顺序地址为固定的,顺序向后排。可以通过编程软件information菜单来在线查看;说需要注意的就是地址都是偶数,比如AIW0 AIW2 ,没有AIW1之类的,输出地址也需要注意,比如EM235虽然只有1个通道输出,但是占用2个地址,下一个模块必须隔个地址输出,比如有CPU旁扩展2个相连的EM235,那么模拟量输出地址分别为AQW0和AQW4;
2、关于拨码开关,不同的拨码开关对应不同的测量方法,物理量的性质等等,这里要注意的是,拨码开关必须断电后重新上电才有效。而且需要注意的是拨码开关同时对所有通道有效。
电源接通后无基本画面显示
(a)电路板03840号板上无监控灯显示
(b)03840号电路板上监控灯亮
①监控灯闪烁。如果监控灯闪烁频率为1Hz,则EPROM有故障;如果闪烁频率为2Hz,则PLC有故障;如以4Hz频率闪烁,则保持电池报警,表示电压已不足。
②监控灯左灭右亮。表示操作面板的接口板03731板有故障或CRT有故障。
③监控灯常亮。这种故障,通常的原因有:CPU有故障;EPROM有故障;系统总线(即背板)有故障、电路板上设定有误、机床数据错误、以及电路板(如存储器板、耦合板、测量板)的硬件有故障。
2CRT上显示混乱
(a)保持电池(锂电池)电压太低,这时一般能显示出711号报警。
(b)由于电源板或存储曾被拔出,从而造成存储区混乱。这是一种软故障,只要将CNC内部程序清除并重新输入即可排除故障。
(c)电源板或存储器板上的硬件故障造成程序显示混乱。
(d)如CRT上显示513号报警,表示存储器的容量不够。
3在自动方式下程序不能启动
(a)如此时产生351号报警,表示CNC系统启动之后,未进行机床回基准点的操作。 (b)系统处于自动保持状态。
(c)禁止循环启动。 检查PLC与NC间的接口信号Q64.3。
4进给轴运动故障
(a)进给轴不能运动。
造成此故障的原因有:
①操作方式不对;
②从PLC传至NC的信号不正常;
③位控板有故障(如03350,03325,03315板有故障)。
④发生22号报警,它表示位置环未准备好。
⑤测量系统有故障。如产生108,118,128,138号报警,这是测量传感器太脏引起的。如产生104,114,124,134报警,则位置环有硬件故障。
⑥运动轴处于软件限位状态。只要将机床轴往相反方向运动即可解除。
⑦当发生101,111,121,131号报警时,表示机床处于机械夹紧状态。
(b)进给轴运动不连续。
(c)进给轴颤动。
①进给驱动单元的速度环和电流环参数没有进行化或交流电机缺相或测速元件损坏,均可引起进给轴颤动。
②CNC系统的位控板有故障。
③机构磨擦力太大。
④数控机床数据有误,有关机床数据的正确设定如下。
(d)进给轴失控。
①如有101,111,121,131号报警请对夹紧进行检查。
②如有102,112,122,132号报警,则说明指令值太高。
③进给驱动单元有故障。
④数控机床数据设定错误,造成位置控制环路为正反馈。
⑤CNC装置输至驱动单元的指令线极性错误。
(e)103~133号报警。这是轮廓监控报警。速度环参数没有化或者KV系数太大。
(f)105~135号报警。位置漂移太大引起的。移量超过500mv,检查漂移补偿参数N230~N233。
5主轴故障
如果实际主轴转速超过所选齿轮的转速,则产生225号报警;如主轴位置环监控发生故障,则发生224号报警。
6V·24串行接口报警内江西门子模块代理商
(a)20秒内仍未发送或接收到数据时:
①外部设备故障;
②电缆有误;
③03840板有故障。
(b)穿孔纸带信息不能输入,其原因有:
①操作面板上钥匙开关在关的位置,从而造成纸带程序不能输入;
②如果0384号板上的数据保护开关不在释放位置时,不能输入数据纸带;
③如果不能输入L80~L99和L900~L999号子程序,则多是由于PLC与NC接口信号Q64·3为“1"(循环禁止)引起的。
(c)停止位错误。
①波特率设定错误;
②阅读机有故障;
③机床数据错误
| 在西门子博途软件STPE7中,具有程序移植功能,用户可以实现将STEP7 V5.5中的程序逻辑移植到博途软件STEP7中,从而提高了工作效率和正确率。程序移植方法如下: 1. 在西门子博途软件STEP7中,在视图下打开的“启动”中选择“移植项目” 命令; 2. 在“源路径”域中指定要移植项目的路径和文件名,选择一个移植格式或初始项目格式的项目; 3. 选中复选框“不包括硬件组态”,则仅移植软件; 4. 如果选择了一个使用移植工具创建的移植文件,则该复选框被禁用,在这种情况下,必须在使用移植工具转换之前指定是否不包括移植的硬件组态; 5. 在“项目名称”框中为新项目选择一个名称; 6. 在“目标路径”框中选择一个路径,在该路径中将创建新项目; 7. 在“作者”域中输入姓名或项目负责人的名称; 8. 如果需要注释,则在“注释”框中输入一条注释; 9. 单击“移植”,完成程序的移植工作。 |
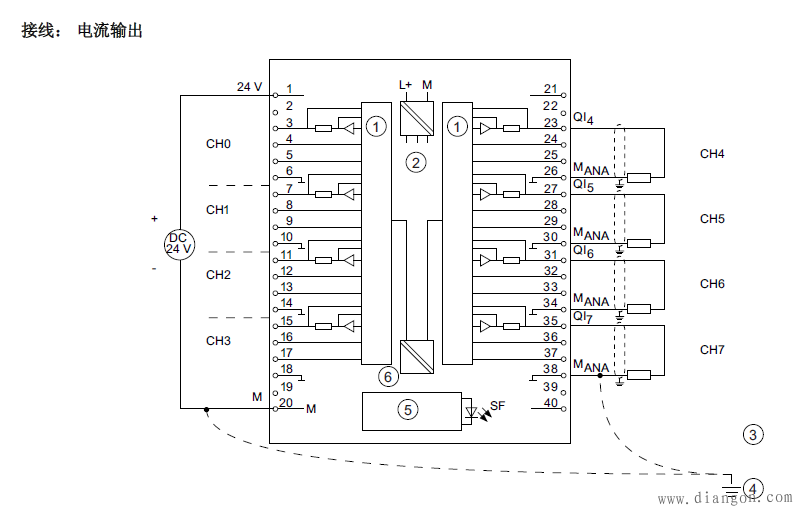
这个是要区分输出是电流型还是电压型。
如果是电流型,可以接3、6端子,2、4端子空着不接(如图电流型接线);
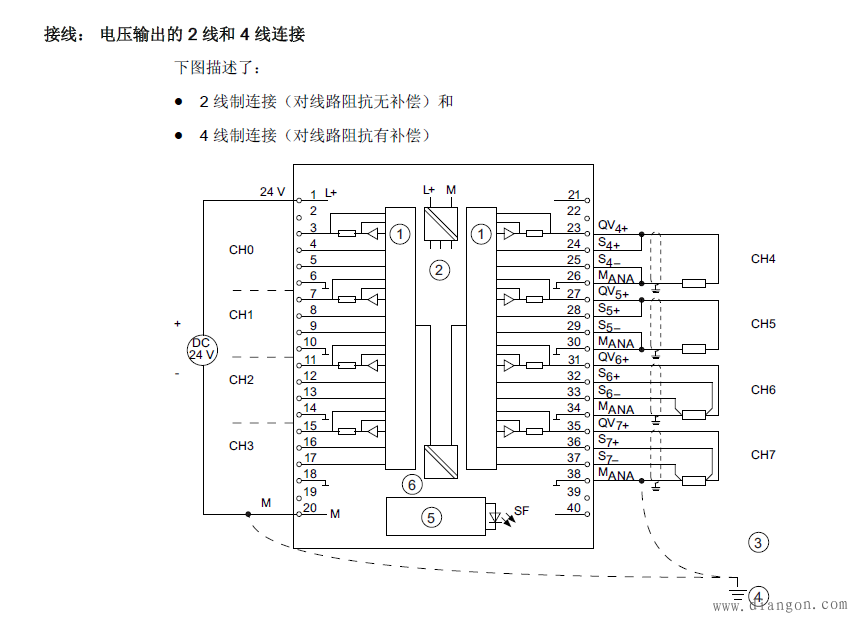
如果是电压型2 线制连接(对线路阻抗无补偿)接法:3、4短接接输出正;5、6短接接输出负(如图电压型接线(右边上两个接线));
如果是电压型4 线制连接(对线路阻抗有补偿)接法:3、4分别接输出的两个正,5、6分别接输出的两个负(如图电压型接线(右边下两个接线))
1,电流型接法
2,电压型接法
